
0769-83019666-868 13266168876

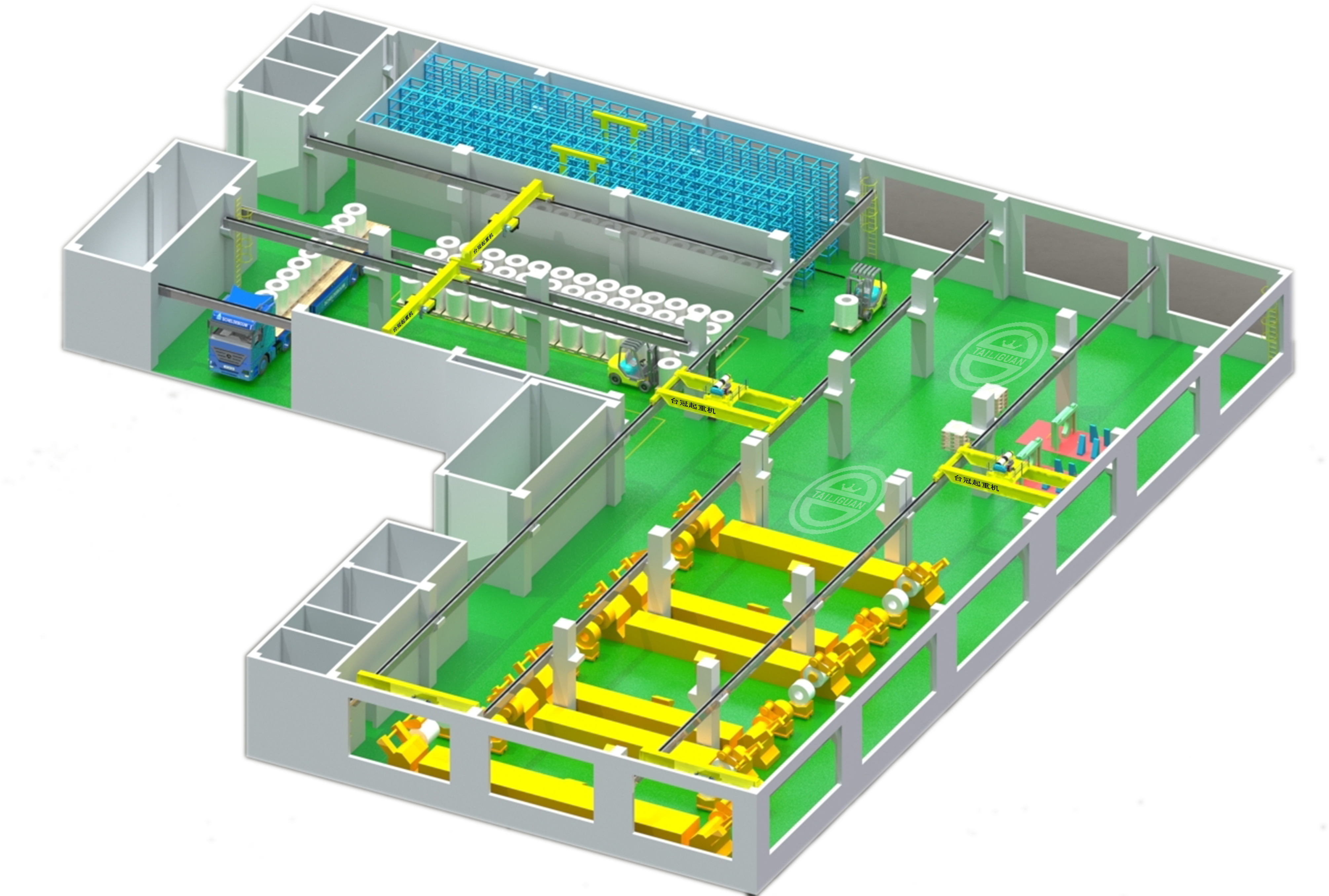
在生产、安装方面,这里大致地描述从起重机的结构件组装焊接,到试运行的总体流程概况,桥式起重机需要经过以下工序,才能由原材料成为一台成品:
结构件的组装焊接
下料:主梁腹板以及形状复杂、精度要求高的板件采用数控切割机下料,其他的结构件下料根据要求的不同,采用数控切割的方式下料,按图纸以及工艺要求保证下料件的尺寸精度、形位公差及表面粗糙度等。
板件拼接:主梁板件的对接焊缝采用埋弧自动焊焊接,焊后按工艺要求进行无损探伤。
组装:主梁、端梁、小车架等结构件的制作按照相应的工艺要求进行,保证各工序的装配精度。
焊接:主梁的重要焊缝采用埋弧自动焊焊接,其余的焊缝广泛采用二氧化碳半自动焊接方式,焊接时遵循相应的标准和规范。
矫正:焊接完成后,对结构件进行整体检验,对因制作和焊接过程引起的变形和偏差进行矫正和修复。
桥架装配
主梁、端梁等各部件制作完成后,进行起重机的桥架装配,同时装配小车轨道等部件。
机械加工:厂内的机械加工设备应满足加工要求。加工过程严格按图纸和加工工艺进行,确保机加工件的质量要求。
机构装配:按照复查待装配件、划线、定位装配、试运转的步骤进行,遵循相应的安装规范, 保证装配质量。
电气装配:电柜壳体制作完成后,装配电气元件,并布线。柜体内全部采用线槽布线。
试运行:厂内对整机进行试装,并对各机构进行无负荷通电试车,测试并调整各机构的运行状况。
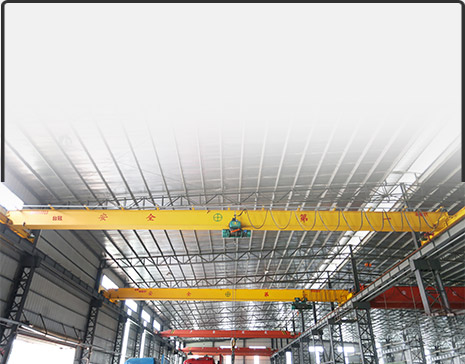
东莞市台冠起重机械设备有限公司是一家专注欧式起重机的研发与智造,集定制、设计、制作、运输、安装、调试、维修一站式服务。主营桥式起重机、门式起重机、悬臂式起重机以及起重机配件销售。台冠起重机通过运用欧式技术标准,大幅提升企业的生产安全性和生产效率。欢迎随时来电咨询!

 全国服务热线
全国服务热线
微信咨询

座机电话










 粤公网安备 44190002005749号
粤公网安备 44190002005749号